MS-1087C系列柔性陶瓷抗冲磨涂料
一、产品介绍
MS-1087C柔性陶瓷抗冲磨复合材料由无机物与有机物经化学反应健合的带有环硅结构的新型树脂作为成膜材料,把无机物优良的耐蚀、耐温、耐磨等特性同有机物良好的韧性和施工成形性很好结合了起来。以该树脂为主要成膜物制成的涂料,因外观类似陶瓷,有时也称为陶瓷-有机材料。该复合材料由底涂和面涂复合组成,具有很高的交联密度同时又具备良好的柔韧性,但不含环氧、乙烯基酯等常用的耐蚀树脂里受腐蚀的基团结构,因而有着极 佳的防水、闭气以及抗冲磨、耐蚀、耐紫外线等优良的综合性能。
二、性能特点
1. 很高的交联密度,环硅结构具有良好的延伸变形柔韧性,
2. 优异的耐酸、碱、盐和溶剂腐蚀,可长期的耐紫光和耐候性;
3. 无溶剂型,良好的环保性和安全性,与各种金属和非金属材料等卓越的粘合性;
4. 优异的防水闭气、耐磨、抗冲击性能;多种规格品种,可在干燥、潮湿以及水下不同条件下使用。
三、应用领域
1.防水:水利大坝防水、引水隧洞的防水、桥梁隧道地铁防水、污水处理池防水、各类混凝土的防水防护;
2.防腐:化工储罐、输油气管道、跨海大桥、采油平台、水工结构、风电塔架、风电 叶片等,
3.抗冲磨:水电站溢流面、排砂洞、等混凝凝土裂纹修复以及引水钢管、叶轮等金属设施、的抗气蚀、抗冲磨保护;
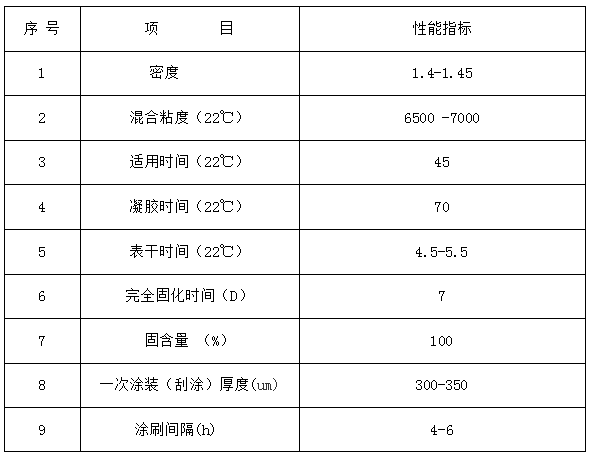
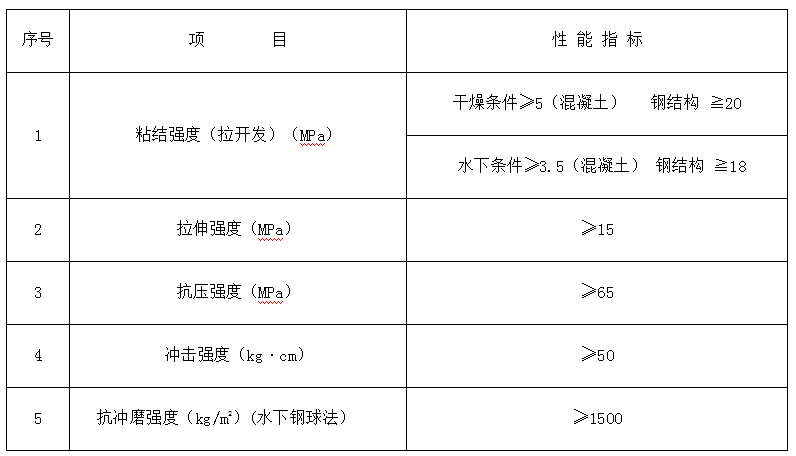
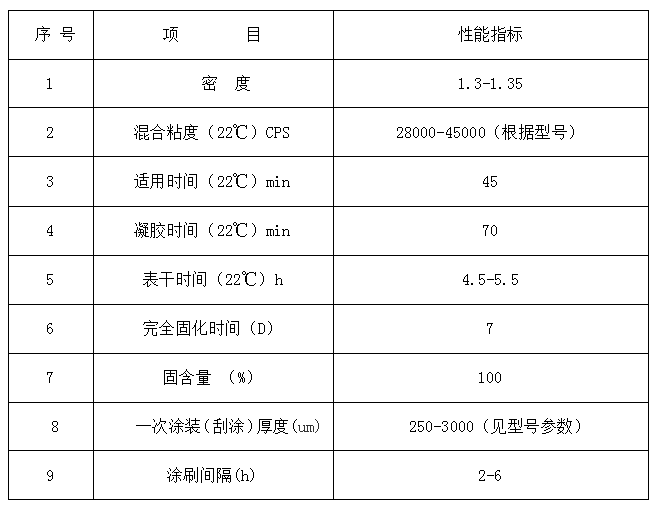
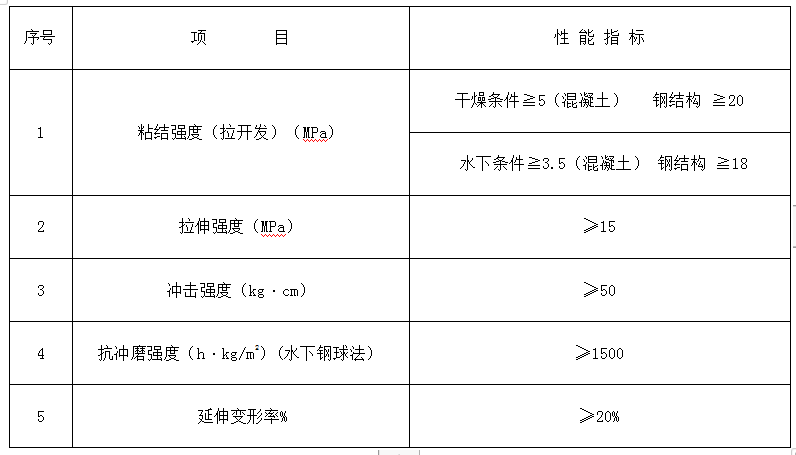
四、性能指标
表1-底涂材料性状
1.底涂和面涂均是双组分系统由树脂A和固化剂B组成,在混合前,取下容器盖时要避免材料受到灰尘和污垢的污染,A组分(树脂)和B部分(固化剂)是分开包装的。
2.添加B部分之前,先彻底搅拌A部分,除非有准确的称重装置,否则不建议部分混合。在添加B部分后,搅拌应持续进行,直到获得均匀、无条纹的混合物,彻底搅拌,特别注意容器的侧面和底部。对于25公斤的包装底涂,必须使用低速手持搅拌器进行混合。对于一次取料少量配制1-2kg时,需要用电子计量秤准确的称重A组与B组计量配比,可以使用手工搅拌均匀使用,面涂粘度高,一组25kg,建议使用砂浆强制搅拌机或使用和面机一次投入一组或二组混合配料,并确保搅拌均匀,使用和面机混合搅拌时搅拌时间不少于3分钟。少量配料时,手动搅拌时间不少于5分钟,确保搅拌均匀后方可使用。
六、应用
1. 底涂和面涂在施工前至少24小时,材料应保存在尽可能接近室温的环境中。
2. 不要将材料存放在寒冷或炎热的条件下,也不要直接暴露在阳光下。
3. 气温在5-10℃较低时,涂料粘度很增高变得粘稠,取料和配制不方便,可以将涂料A组和B组转移在室内采用空调加热,或加热带、热水池加热至25-30℃,以便于配料搅拌均匀,和涂料加速固化。
底涂和面涂系列产品标签上表明为MS-1087C陶瓷抗冲磨复合材料底涂和面涂,并分别提供了底涂和面涂的总质量和混合比例,请确保使用正确数量和配比正确,
4. 材料的适用时间,超过适用时间,涂料粘度升高,造成涂层性能下降,或不能使用,
七、施工流程
1. 基层混凝土的处理
1.1 基层混凝土的要求
(1)混凝土的强度等级:做环氧砂浆面层施工时,基层混凝土应达到一定的强度等级,应不低于C25。
(2)混凝土的表面无流动水无压力水渗流要求
1.2 基层混凝土处理要求和方法
(1)清除混凝土表面的灰尘、乳皮、松动颗粒等,处理过的表面应露出新鲜的混凝土骨料,且不对骨料产生扰动,用压力水冲洗干净。
(2)采用有效的打毛方法:打毛深度因混凝土质量而异,控制在1mm~3mm内。宜采用喷砂、混凝土抛丸机、混凝土表面铣刨机等打毛方法或压力水喷毛。用喷砂法时可用粒径为0.8mm~2.0mm硬质中粗干砂,风压为0.5MPa~1.0MPa,喷射距离为30cm~60cm,喷射角度为50°~80°。喷嘴移动速度宜均匀,以免混凝土表面处理不均匀或过度磨损。
1.3 特殊情况的处理
有以下情况者需处理后再打毛:
(1)混凝土表面有超出平面的局部凸起,用磨平机磨平;表面的蜂窝、麻面等缺陷,需用切割机切除薄弱部分。
(2)混凝土表面的裂缝:视裂缝的位置、长度、宽度判定是否需要进行处理,区分裂缝的宽度和类型决定处理方法。确需处理的可沿缝凿出一条宽和深分别为30mm~50mm(或50mm~100mm)的“U”型(或“V”型)槽,清除槽内松动颗粒,用环氧胶泥修补材料回填并压实、抹平。待回填部分的强度不低于周围混凝土的强度时,再打毛处理。
(3)混凝土表面的油渍等污染物,可用汽油、丙酮等有机溶剂或烧碱等碱性溶液洗刷去污。若污染层较深,则需凿除污染层,再回填补强。
2. 拌料工艺与要求
2.1 底涂料拌和
(1)采用或低速(≤300r/min)专用电动搅拌器,在广口容器中拌和。底涂料搅拌器由电钻和搅拌翅叶片两部分组成:
(2)材料拌和量应视施工面积和施工人员组合而定,一般一次拌料量不多于4kg。
(3)拌和时各组分应按配方要求的加料顺序依次倒入拌和容器中,用搅拌器拌和至颜色均匀为止,一般应搅拌3min~5min。
2.2 面涂拌和
(1)采用专用砂浆拌和机或和面机:转速约为30r/min,砂浆拌和机构示意见图6.4.2-1。卧式拌和杆结构示意图见图6.4.2-2。
(2)拌和量:视施工面积和施工人员组合而定,一般一次拌料量为20kg~40kg。
(3)拌和时配方各组分应按配方要求的加料顺序依次加料,边搅拌边加料,至颜色均匀一致后,再搅拌5min~10min。
(4)遇到施工现场停电、无电源或只需少量材料等特殊情况时,可进行人工拌和。拌和时先把环氧砂浆A组分倒入容器中,用铁铲翻拌2~ 3遍,然后再把适量的B组分分散地倒在A组分上,用铁铲翻拌5min~8min,直陶瓷材料面涂的颜色均匀一致为止。人工拌和时需要注意容器边角部分的材料必须翻拌均匀。
3. 陶瓷涂抹工艺和技术要求
3.1 底涂料的施工工艺和技术要求
(1)选用口齐、根硬、头软、不掉毛的扁形毛刷。新刷使用时应先将不牢固的刷毛搓揉掉,以免影响涂刷质量。
(2)方法:刷涂,一般先由上向下纵向涂刷一遍,再左右横向涂刷,然后对角线交叉涂刷,朂后再收面和修整边角。做到薄而均匀,无流挂、无露底,涂料应随用随拌,如已凝胶,应废弃不再使用,以保证施工质量。底涂料如已失去黏性,应重新涂抹之后再涂面涂。每次涂刷的面积应视现场气温、人员组合等条件而定。
(3)陈化时间:底涂料涂刷后应陈化20min~60min(视现场温度而定),底涂失去流动性出现粘手时为准,方可涂抹环氧砂浆。4. 施工工艺和技术要求
4.1 陶瓷抗冲磨材料面涂施工应沿逆水流方向进行,全断面涂抹时宜按先顶面、再侧面、后底面、先上后下的顺序施工。
4.2 大面积施工时,宜采用分块施工法,每一施工块可宽3m~5m,施工块间预留30mm~50mm的间隔缝,待1d~3d面涂固化后再填补间隔缝。填补施工时要求压实抹平,施工面要与两边的施工块保持齐平,无错台、无明显接缝。
4.3 施工前先在施工块的边缘固定厚度标尺,然后再涂环氧砂浆。施工时要边涂抹、边压实、边找平,涂完环氧砂浆后30min~60min(具体时间视现场温度而定),待面涂初凝时再进行提浆、收面(表面提浆、收面的时机以陶瓷材料即将失去塑性,仍能压抹出光泽为宜)。
4.4 面涂层提浆收面后,表面要求密实、平整,不得有明显的搭接痕迹、下坠、裂纹、起泡、麻面等现象,如果发现应及时处理,严重者必须凿除重抹。
4.5 施工中出现的施工缝应做成斜面(即与水平面成45°),再次施工时,应先将斜面清洁处理并涂底涂料,要着重做好接缝处砂浆的压实、抹平,避免出现冷缝接茬。
4.6 陶瓷材料施工层不脱落、不起皮、不起皱、不流坠等施工性能为宜,拌和好的材料超过适用期时,应废弃不再使用。
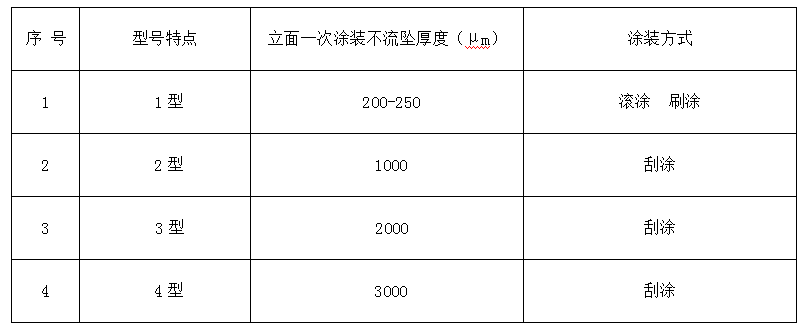
4.7 陶瓷材料面涂厚度为200μm~3000μm(见型号选择)。
4.8 每一施工层待前一施工层完全失去塑性,不再变形时方可进行下一道施工。
八.涂层的养护
1. 应保证不同的养护温度,养护期间,涂层应避免受到行车、人踏、撞击以及压力以及流动水的冲刷、雪盖、暴晒等,
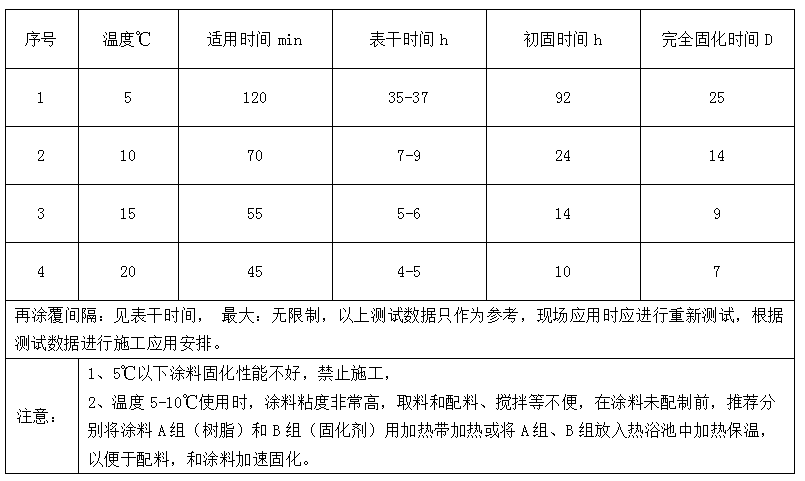
2. 常温养护龄期一般为7d,低于常温养护期应适当延长。
表1:面涂凝胶及固化时间
九、保质期、储存、运输、包装
1.保质期为2年,超过保质期经检验性能合格后,可继续使用。
2.建议在0℃-50℃温度范围内储存在干燥的场所,
3.可用公路、铁路运输,无溶剂不易燃、不易暴。
4、金属桶或塑料桶包装,大小可定制。
部分使用业绩



风瘫水电厂泄洪道抗冲磨保护 风瘫水电站170廊道渗漏处置


湖南柘溪水电站挑梁鼻坎修复 小浪底排沙洞明流段边墙修复及抗冲磨防护


贵州三板溪水电站溢流面裂纹修复工程 湖南凤滩水电站2号机固定导叶防腐抗冲磨防护工程
下一页:没有了…